![]()
| Parts Feeding and Automated Assembly | |
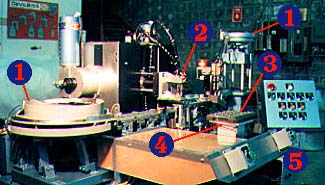
A special non-metallic fixture (3), loaded onto an automatic X-Y table (4), moves through a programmed pattern to visit the three pick and place loading stations, sequentially assembling five components at each of four positions for a total of twenty assemblies per fixture. |
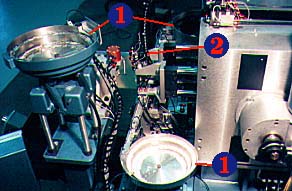
In this example, three vibratory bowls (1) orient and feed different parts that make up an automotive assembly. Escapement devices on each bowl isolate and present the parts to three
pick and place units (2). |
The X-Y table then returns the fixture to the operator's station (5) with the twenty complete assemblies ready for removal and transfer to the next process.
| |

Home |
The Company |
Partial Client List |
Electrical Controls |
Parts Feeding |
Machine Loading |
Automated Assembly |
Special Robotic Systems |
![]()
98 Old Poquonock Road, Bloomfield, Connecticut 06002 USA
EMAIL: robots@2automate.com
TEL: 860-242-4900 ~ FAX: 860-243-5689
©1997 Stephen M. Cooke Company, All Rights
Reserved